
回流焊工艺解析及应用
前言:
回流焊是SMT三大主要制程之一,因其过程不可视,产品进入到产品流出完全处于盲区,被业界称谓“黑匣子”。
相较于锡膏印刷制程与元件贴装制程的可视化,回流焊制程的不可视使得业界同仁只能从炉后焊接结果推测焊接过程并优化参数来获得想要的效果。业界为此开发了回流焊仿真系统,可以模拟产品生产过程中的温度变化并观察焊接过程。
为更加准确的观察实际生产过程中的焊接细节,行业还开发出高温摄影系统,该系统跟随实际产品进入回流焊炉,将产品进入炉膛内的所有过程变化均录像保存,以供后期观察、分析使用。
为获得理想的焊点,业界还开发出真空回流焊、真空汽相焊、真空炉、增压炉、立体炉、隧道炉等特殊设备,且听笔者细细道来。
第一节:传统回流焊的工作原理
所谓回流焊接制程,英文写作Reflow process, 直译为再流焊制程或回流焊工艺。其基本工作原理是PCB与印刷的锡膏及贴装的元件进入回流炉,在轨道的带动下慢慢进入炉膛内,炉膛上下部位均可加热,早期是红外方式辐射热量,当下主要是热风吹入炉膛内,对PCB、锡膏、元件加热。
吹进炉膛的热风是鼓风机(Blower)在马达的作用下将风吹出,穿过加热丝(Heater)加热变成热风,热风的温度由工艺人员设定。炉膛出风口装设测温线,实时感测热风的温度并将监控结果传递给主控电脑,主控电脑调整加热丝的电流功率以将获得理想热风温度。
吹进炉膛的热风将热量传递给元件、PCB、焊锡膏。随着产品的前行,产品温度越来越高,最终达到锡膏的熔点,锡膏锡粉颗粒熔化并润湿元件焊接端面与PCB焊盘,形成焊点。随后产品进入冷却区,炉膛内开始吹冷风以冷却产品,焊锡固化后从炉膛内送出,完成焊接。
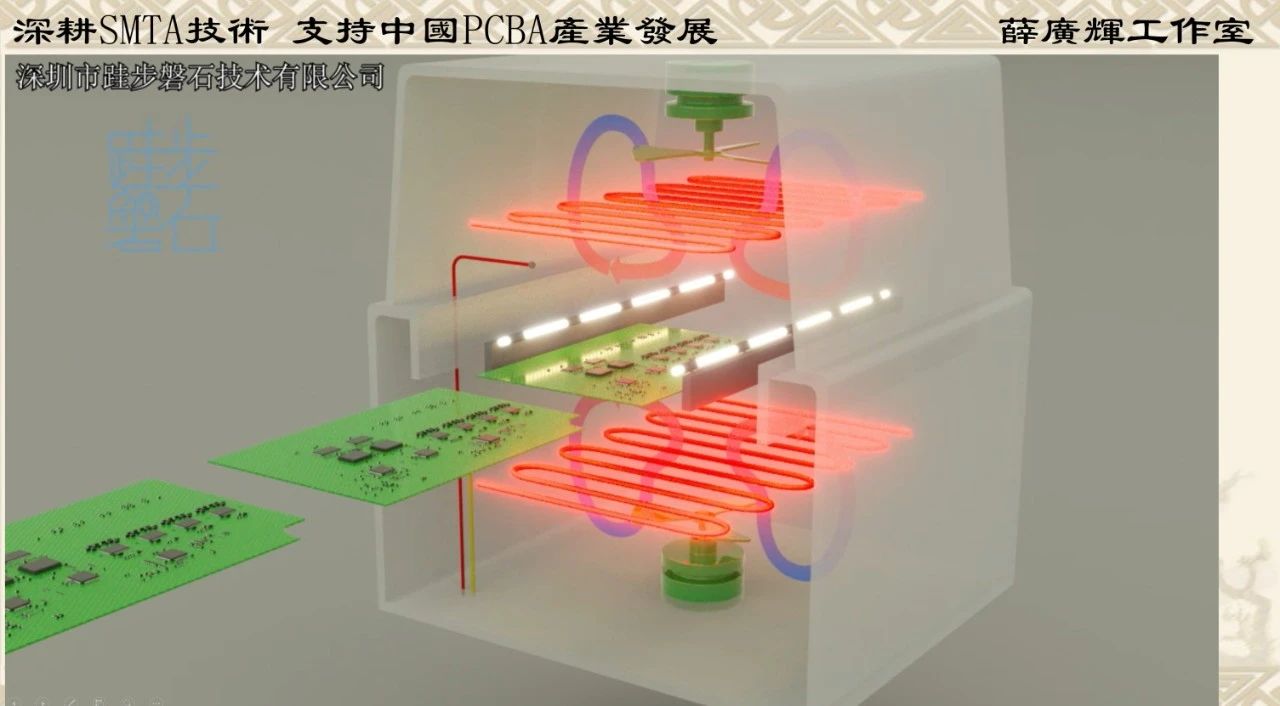

图Reflow工作机理示意图
炉膛内进入的热风将热量传递给产品,温度降低后被回收送入加热丝,再次加热到设定温度送入炉膛继续工作。这就是回流炉工作的基本过程。产品上任意点,温度随着时间变化的轨迹记录下来,就是温度曲线。
回流炉内,轨道处于上下加热区的中心位置,上下一对儿加热区称谓一个温区,十温区的回流炉意味着有十对儿加热装置。回流炉的冷却区数量一般另行计算,不参与温区数量计算。
第二节:回流焊的性能评估要点
工厂购置回流炉,关心的因素很多,通常以下要素需纳入考量并以此验收设备。
1、氮气炉、空气炉。
回流焊热风可以是普通的空气,也可以用氮气替换空气,称谓氮气炉。氮气炉是在回流焊设备中设置管道,供给各加热区鼓风机氮气,氮气被加热丝加热后送入炉膛内,加热产品。氮气属于惰性气体,可以保护元件、PCB及锡膏锡粉颗粒在高温下不被氧化,有助于熔化的焊锡润湿焊接端面。
氮气炉又分为全程充氮与局部充氮两种,全程充氮是炉膛内所有加热温区均充氮气,以良好防护焊接端面。局部充氮是仅焊锡熔化区充氮气,其它加热温区仍使用空气作为加热媒介。
如十温区回流炉,第八区、第九区、第十区三区为熔化焊接区,充氮气作为加热媒介,第一区至第七区采用空气作为加热媒介。
此回流炉称谓局部充氮回流炉。如果炉子第一区至第十区全部采用氮气作为加热媒介,则为全程充氮回流炉。
氮气炉因采用氮气作为加热媒介,可以防止焊接界面高温环境下氧化,利于焊锡润湿,获得的焊点较亮。HDI板产品因元件尺寸小、密度高、锡膏量少,一般采用氮气炉焊接。普通产品可以使用空气炉焊接制程。
氮气炉耗氮成为工厂日常运营的成本之一,业者可以根据产品需要,选择全程充氮、局部充氮、空气炉。设备评估及验收时,需控制炉膛内氧含量相同条件下,计算耗氮量。耗氮量与炉膛高度、炉子密封性有关。业者设备验收需检定此指标。需要特别提出的是,炉膛内氧含量侦测头位置应位于出风口,安装在氮气入口的位置属于取巧、不合格。
2、冷却方式:水冷与空气冷
回流炉冷却方式决定了设备的冷却能力,对于大板、厚板、多层板、大热容板产品,普通的空气冷却方式很难获得合格的冷却斜率。冷却区需采用水冷方式协助热交换以获得合格的冷却斜率。
业者评估设备时,一般采用标准的铝基板测温,以判定设备冷却能力是否达标。行业要求,冷却斜率需大于2°C/sec. 市场上部分回流炉本身为水冷结构,但仍达不到理想冷却效果,其中一些因素需另行考量。如读者确有困扰,笔者再做解说。
3、炉膛高度
Reflow炉膛高度决定了设备可以容纳的最大元件高度,炉膛高度不足,超高元件会卡在炉膛内,无法正常生产。当今业界通孔回流焊制程已是基础工艺,部分插装连接器高度超标无法过回流炉成为部分企业的生产痛点,原本纯SMT生产可以处理的产品,因回流炉设备能力问题而不得不增加波峰焊制程,生产流程拉长、生产效率降低、运营成本增加,企业竞争力下降,其本质是设备选型不当所致。业者不可不慎也。
4、轨道宽度
回流炉轨道宽度决定了企业可以生产产品的最大宽度。一般回流炉最大宽度均可以满足普通产品生产需求,服务器、5G基站等产品需设备轨道宽度较大,购置设备时业者需考量此因素
5、双规、单轨、多轨
单轨、双规、多轨设备是工厂生产效率提升的手段之一。企业在单位厂房面积内增加产出,通常会采用双规、多轨设备以提高生产效率。部分小微企业为节省设备,可以购置双规异步的回流炉,使用一台回流炉满足两条生产线的正常生产。
6、相邻温区最大温差
传统设备的相邻温区温差,升温区与均温区不超过30°C,熔化区最大温差可以设置到50°C。需要注意的是,相邻温区最大温差设置能力与防串温能力是联合评估的。
7、相邻温区串温
评估设备的串温特性,一般是将相邻温区温差设置到设备的极限值,如第2区与第3区温差30°C, 第8区与第9区温差50°C, 用悬空线测定温度曲线,观察相邻温区间是否存在串温现象。
所谓串温现象,就是相邻温区间存在温度差,如一区170°C, 下一区210°C, 如果炉子防串温能力差,170°C的温区温度可能变成了190°C, 210°C的温区变成了200°C, 本质上是设备的热风均匀性与回风系统能力不足。
8、固定边、活动边、中间温差
固定边、中间、活动边温差是设备隔热能力决定的。设备隔热能力好,三者温差较小,反之温差大。当然,也是设备设计能力的体现,优秀的设备会考量固定边、活动边炉膛壁的散热导致的温差,一般的设备则忽略此细节。
设备固定边、活动边、中间温差评估一般使用标准板,同排布设测温点,以评估三者温差。一般要求1°C以内温差。
9、空载、满载热补偿能力
设备空载、满载热补偿能力是设备的关键指标,评估的是实际生产时炉膛内塞满产品与炉膛内空置时测得温度曲线的差异。其本质是设备热补偿能力。
业者实际测温时,一般为生产开始前或转产时,此时炉膛内为净空状态;实际产品生产时炉膛内有一定量的产品,热容量加大。两种状态下测量的温度一旦存在较大差异,会导致实际生产温度偏离预设焊接条件。
空载、满载温度测量操作如下:同一测温板、10块铝基板或金属载具或合成石载具、厚的PCB。同一台炉子,设置温度不变。
待设备升温到设置温度时(所有温区均达到设置温度,设备灯号为绿色),放入测温板与测温仪,测得设备空载温度曲线;待测温板冷却至室温,放入6块铝基板、再将测温板、测温仪放入,再跟随4块铝基板,测得满载温度曲线。
比较二者测得数据差异。2°C以内温差合格,超过5°C温差,设备已不具备正常生产能力。
10、最大设定温度
设备最大设定温度是设备能力的另一关键指标,如部分汽车电子产品、工控电子产品,要求设备最大设置温度到500°C, 普通回流焊无法满足生产需求。业者需根据产品特性选定设备最大设定温度。
11、最大载重能力
储能、逆变器、5G基站、服务器等超重产品,设备运载能力需纳入评估范围。笔者见到的最总的5G产品单板(裸板)接近10Kg,这对普通炉子传动系统而言是挑战,需要纳入评鉴范围。
12、助焊剂回收能力
助焊剂回收能力是通孔回流焊制程中十分重要的指标。如笔记本电脑生产企业,回流焊助焊剂回收能力差,会导致设备冷却区及第一区、第二区残留大量助焊剂,常常见到助焊剂滴落污染产品的现象。给企业设备保养增加工作难度,影响产品品质,影响车间环境(炉膛内气体溢出)。此指标在设备评估过程中也是不可或缺的。
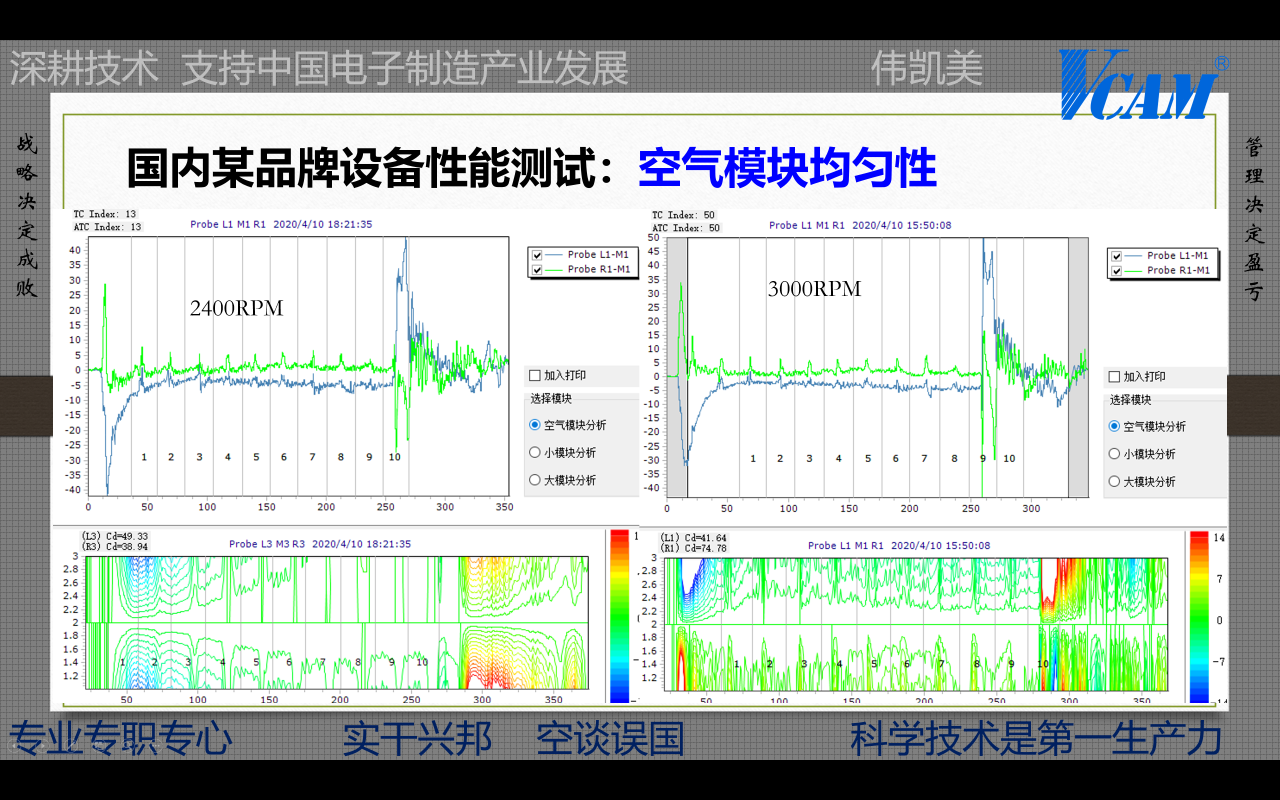
13、热风均匀度与对流量
市场上有专用设备测定Reflow设备热风均匀度,热风均匀度决定了加热均匀性及气流流动稳定性,是十分关键的指标之一。业者对于公司内部设备性能检定,可以使用专用设备测定。
14、回风系统与回风量
设备回风系统与回风量是保证炉膛内热风量的关键所在。回风量不足导致炉膛内气体外溢;回风量过大热风流动速度过大,易出现小元件、轻元件位移。
15、加热精度
加热精度是设备设定值与实际值的漂移量,如某温区设定温度210°C,如果设备温度在210°C±1°C范围内漂移,说明设备温度精准,如果设备温度在210°C±3°C范围内漂移,说明设备能力正常,在行业普通范围内。如果设备温度在210°C±5°C范围内漂移,说明设备能力较弱,同仁使用需谨慎。
16、炉膛表面温度
设备表面温度是炉子隔热能力的直接体现,也是设备能耗的关键指标之一。SMT车间使用空调消耗电能保持车间恒温,如果设备表面温度很高,意味着Reflow消耗电能对车间加热。这种内耗会增加企业运营成本,最直观的就是增加电费而企业不自知。不可谓不可怕。行业基本管制标准是,设备正常工作,人员手摸设备表面(最高温区)不得有明显烫手的感觉。
17、实时监控系统
Reflow设备实时监控系统是信息化工厂的基础保证,是汽车电子产品生产的标配。实时监控系统可以记录设备每分每秒的工作状况以备品质追踪所用。同时可以主动知会生产技术人员,避免设备性能指标漂移而不自知。
18、轨道振动
轨道振动直接影响双面板掉件的机率,业界测定时一般选用元件重量/焊接面积比值在0.8mN/mm2的样品,过炉10次,看是否有掉件现象出现以此评估设备的轨道振动状况。当然也可以使用专业工具测量。
19、链速均匀度
市场上有成熟的链条速度均匀性测试仪,或使用实时监控系统监控设备链条转动均匀性。
20、链条自我清洁能力
评估设备本身的自我润滑、自我清洁能力。是汽车电子产品等高要求电子产品领域生产关注指标。众多汽车电子产品要求零返修,不良品的出现给企业带来很大的成本压力。而汽车电子产品不良中,异物是第一大不良。设备链条自我清洁、润滑能力是考量的主要指标之一。
21、温区数量与炉体长度
设备温区数量多,温度曲线调整会更加细腻,有利于PCBA业者优化温度曲线。炉体长度大,生产时链速可以更快,生产效率会更高。
22、轨道流向
轨道流向需满足产线整体流向规划,如从左向右流,从右向左流。
23、轨道变形量
轨道变形量是设备评估的重要指标,设备高温环境下工作,轨道调宽时常常出现喇叭口、大肚子状况。喇叭口轨道会增加生产掉件、掉板的机率,大肚子会导致掉板异常。设备轨道变形量一般在验收时需检定,一般要求轨道变形量0.5mm以内。轨道变形量可以使用一板法自行测定。
第三节:回流焊先进技术发展现状及应用
传统的氮气炉、空气炉技术成熟,业界使用广泛,但随着产品高可靠性要求的发展,传统的回流炉越来越难以满足产品需求,业界为此开发了其它的焊接设备,以应行业发展需求。
真空回流焊、真空汽相焊
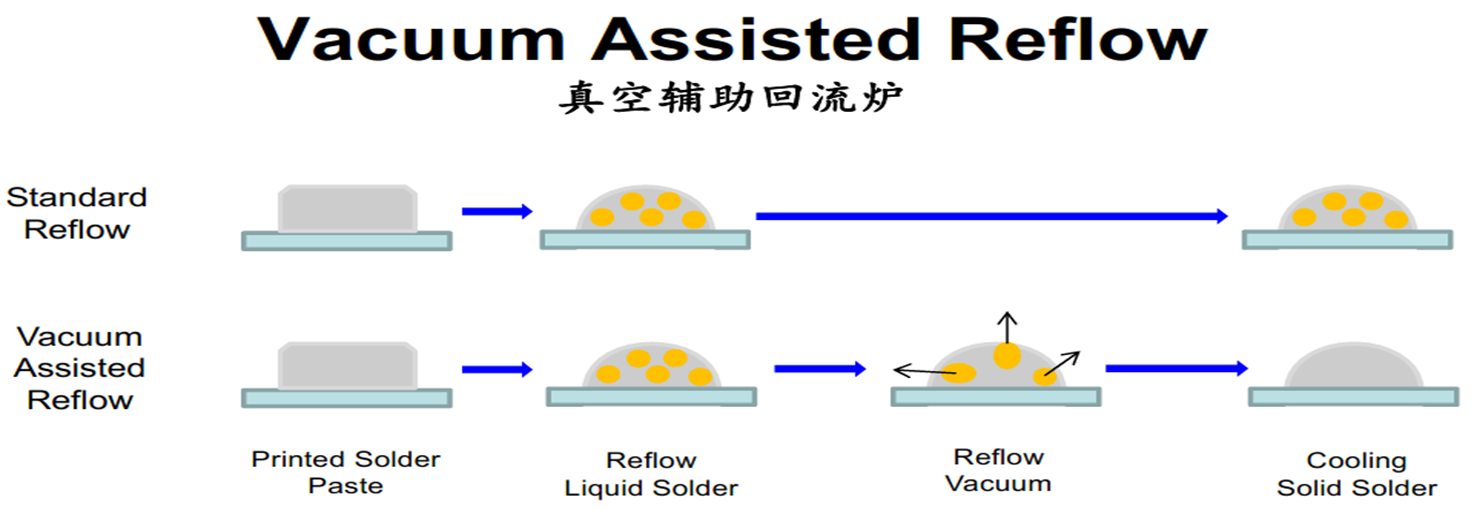
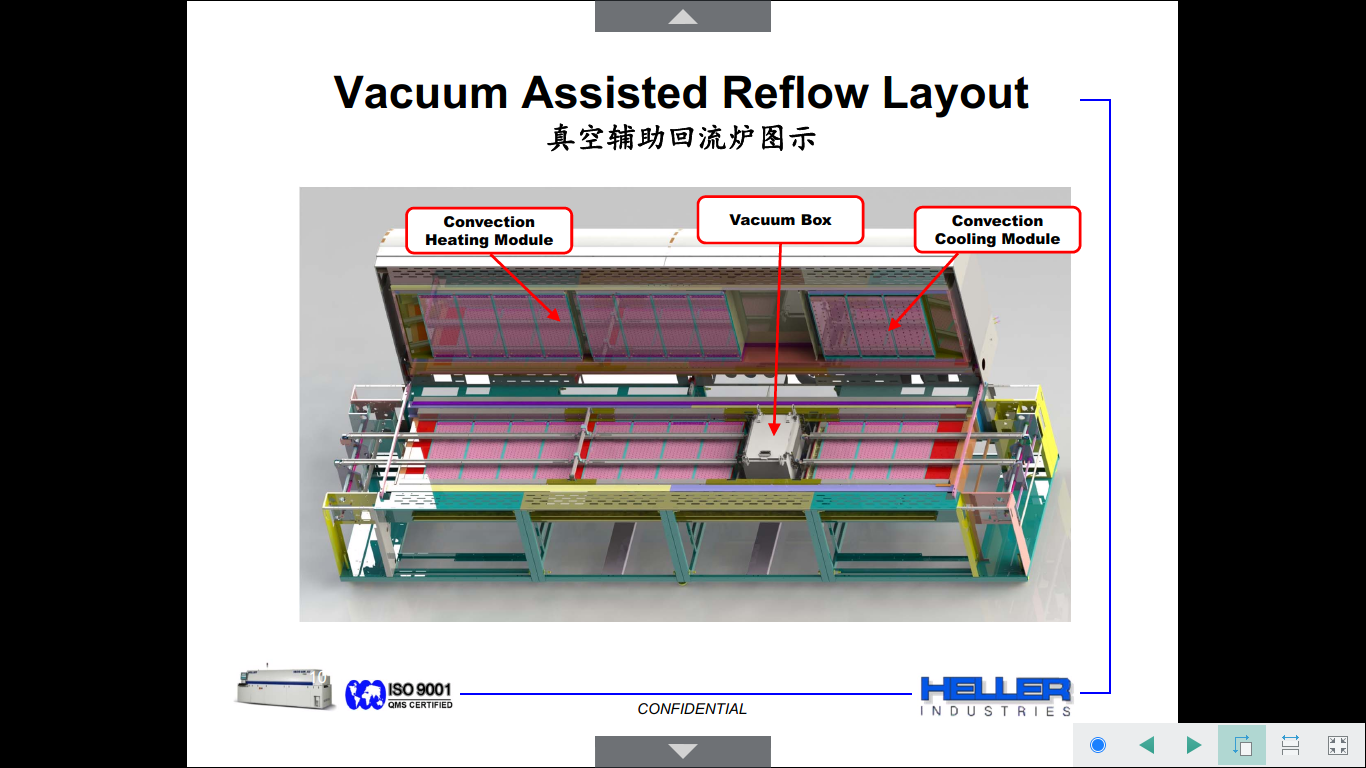
众所周知,焊接时焊锡熔化,焊点内未逃出之气体被包裹在焊锡内形成气泡。气泡的存在影响焊点强度,影响高频信号的传输,影响产品可靠性。要获得低气泡焊点,焊锡熔化抽真空是有效的手段。真空回流焊因此而生。真空回流焊的工作机理如下图所示。
真空回流焊将设备轨道从一体分切成三段,以十温区回流炉为例,1至3区为升温区,4区至7区为均温区,第8区和9区焊锡熔化,第10区抽真空,将焊点内气泡抽出,而后进入冷却区。第1温区至第9温区为第一段轨道,第10区单独一段轨道,冷却区及出炉部分为第三段轨道。
真空回流焊经过十几年的发展逐渐成熟,真空区从原来的纯保温抽真空到现在的红外加热抽真空,对产品IMC的生成及温度曲线的调整影响已基本可以忽略。相信未来真空回流焊在更多高端产品上应用愈加广泛。
真空回流焊设备评估时需注意以下事项:轨道变形与卡板;真空抽取分阶段;真空腔体加热能力;真空区总体时间节拍,一般建议采用双规设备;真空密封度等。
部分医疗产品元件不耐高温,部分通讯产品部件不耐高温,产品必须在有限的温度条件下完成焊接,这就催生了汽相焊接。
汽相焊接基本原理是选用合适的固定沸点的液体,对其加热使其汽化,汽化的液体对腔体内的产品加热,冷却后的气体变成液体重新汇集到底部,再加热汽化,反复使用,直至焊锡熔化形成焊点。为减少焊点内的气泡,汽相焊最后阶段也抽真空除气泡,是为真空汽相焊。
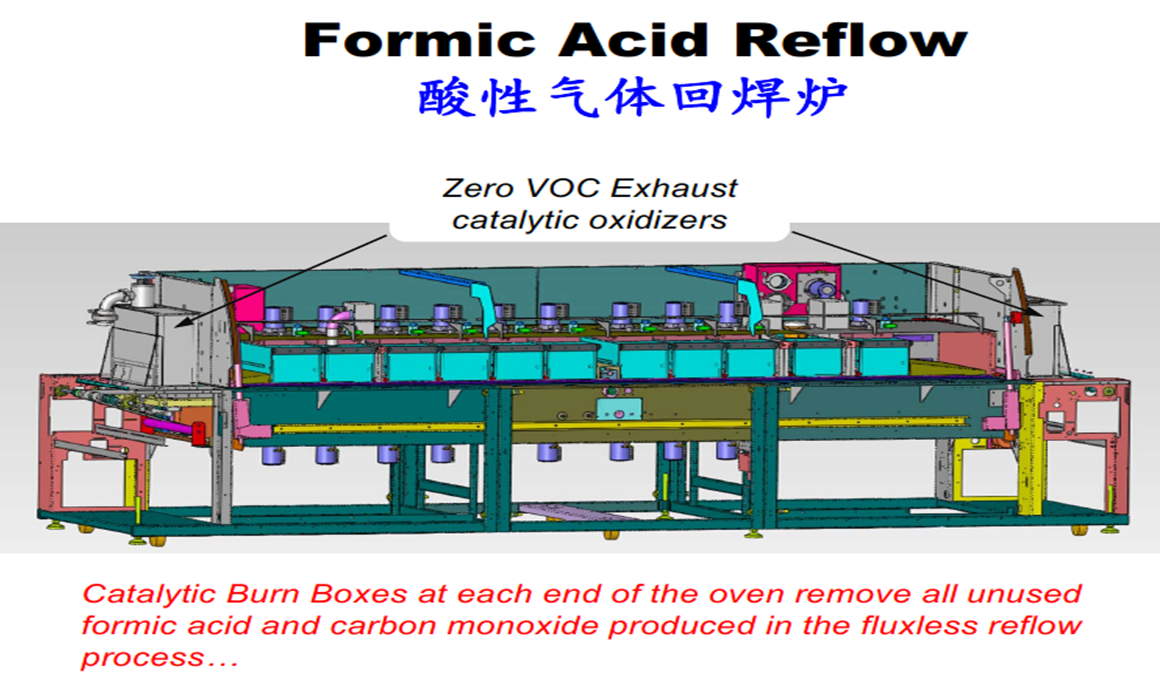
甲酸炉、氮氢炉
IC封装领域焊接制程中,焊点尺寸很小,如倒装芯片焊点仅仅30um左右,此类微小的焊点封装前必须清洗干净,而微间隙清洗困难,且成本高、不符合环保要求。这就要求IC Package制程不使用助焊剂,但无助焊剂的协助焊接界面的氧化层无法清除,影响焊接品质。
氮氢炉、甲酸炉、乙酸炉可以很好的解决此问题。此种焊接设备工作时不使用助焊剂,待焊接产品放入炉膛内,关闭炉膛抽真空,加热时在炉膛内充氮气、氢气充当还原剂,清除焊接界面的氧化层。焊接后无需对产品清洗即可进入下一工序。此种设备在IC封装领域应用较多,近年在中国大陆IGBT烧结领域应用广泛。
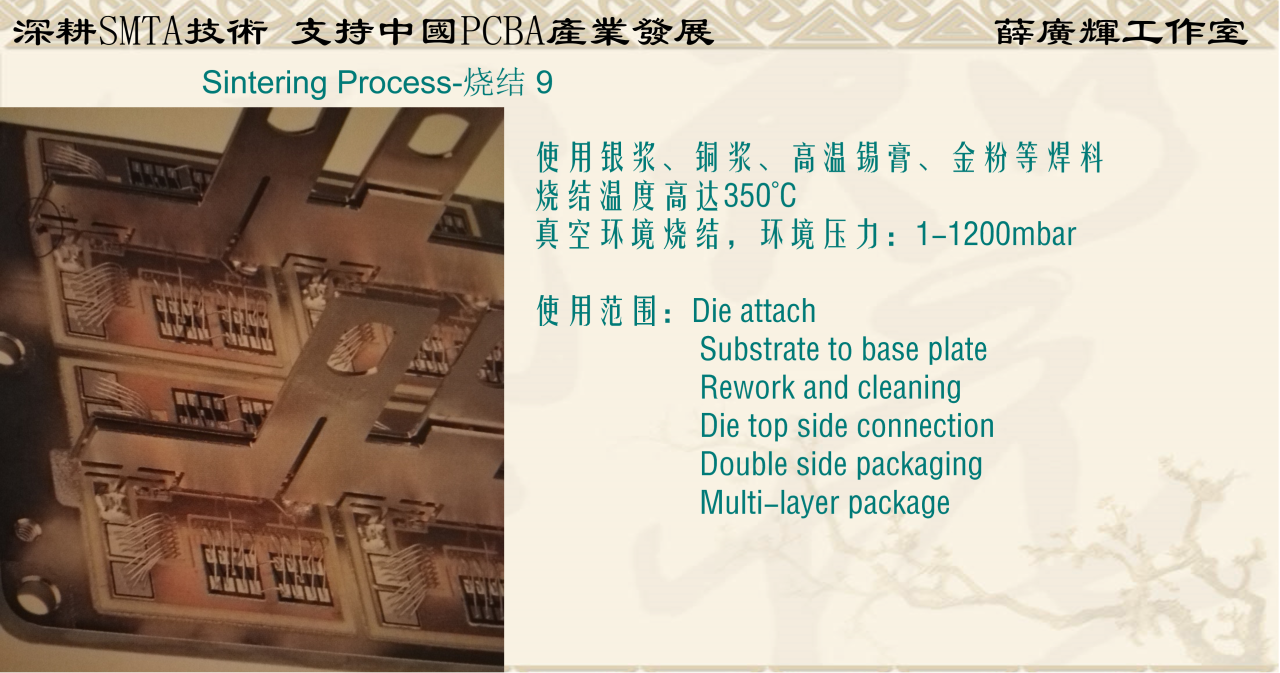
烧结炉
汽车电子领域烧结工艺应用很早,早期的烧结使用铜膏、银膏,烧结后仍需清洁。其应用如下图所示:
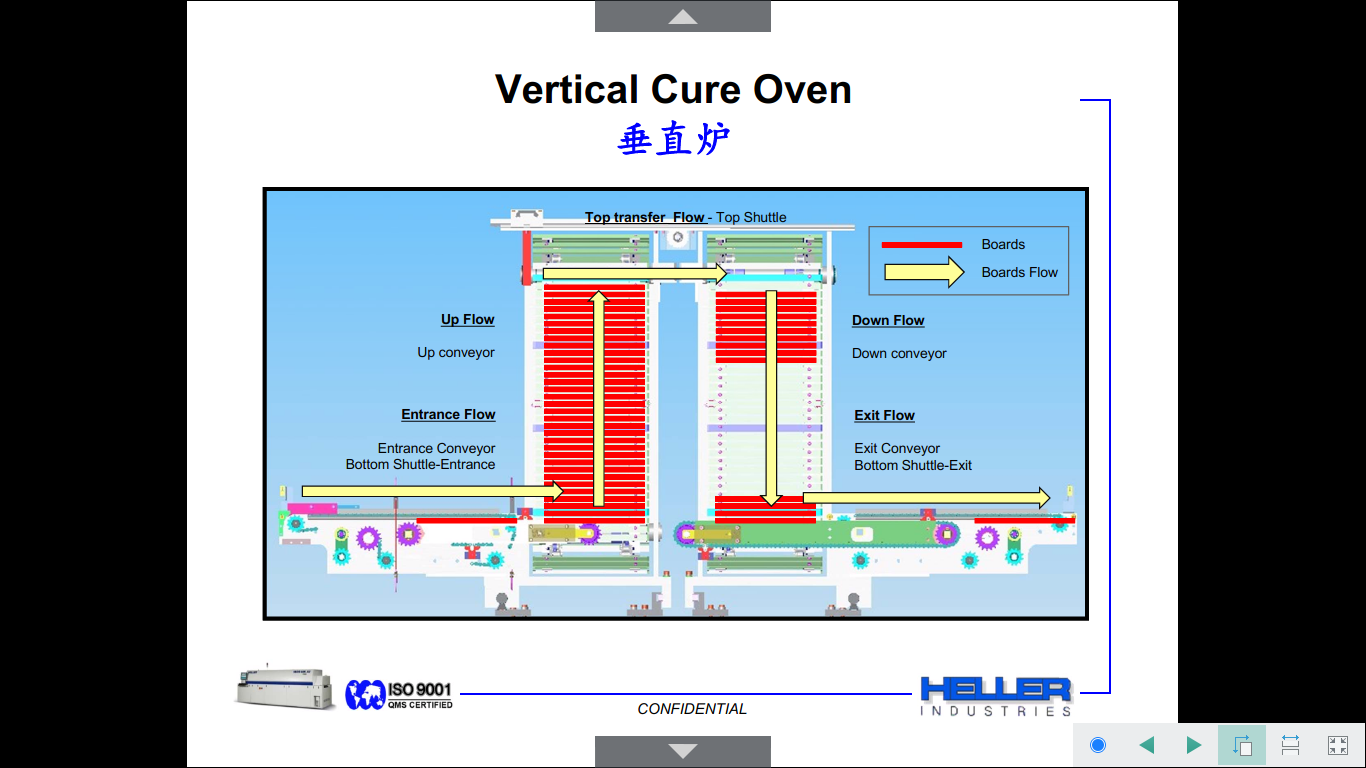
垂直炉
垂直炉广泛用于胶粘剂固化领域,其基本工作原理为产品连续性在线生产如Underfill制程,底填后的产品带着胶水进入垂直炉,每进入一块产品,轨道向上升格。当产品升到最顶层时,传送到另一侧,再一格一格下降直到轨道平面,最后被传送出去。
这个大几字型的结构,可以在占用很少平面空间的前提下,拉长产品在炉膛内的加热时间,最长可以到2小时。这对于需要加热固化的底填胶、灌封胶、密封胶固化制程而言,不再需要一批一批的烘烤固化,节省人力物力,节省厂房空间。垂直炉在当今行业应用越来越普及。
隧道炉
对于大规模灌封胶产品而言,因胶水的固化时间要很长,产品占用空间很大如白色家电产品,为解决固化效率及缩减固化占用空间,隧道炉是效益不错的方案。隧道炉的基本工作机理是将产品存放于基板台车内,整台车进入炉膛内烘烤固化。连续生产而占用空间大幅度缩小。
第四节:业界特殊焊接技术
市场需求是技术发展的原动力,传统的焊接技术,除了本文中所述的几种,还有激光焊接、微火焊接、熔接、电阻焊接、超声热压焊接、滴焊、群焊(多点焊)、mini焊、选择焊、机械手焊接等。有机会笔者一一为同仁介绍。














请先 登录后发表评论 ~