

刘春光:“虚焊”真相,应彻底停止使用“虚焊”术语

筹划此文有一段时间了。之所以拖延至今,主要原因是没有找到合适的体裁。因为,一直想用一种非论文的表达方式,将我多年对于“虚焊”的探索与思考,以较为轻松、简洁的形式进行表达。
为了能够让大家更清楚理解,我将内容分为三部分展开:
第一部分:“虚焊”词汇的探究
第二部分:“虚焊”现象的分析
第三部分:“虚焊”的本质
相信各位已经注意到,虽然“虚焊”是一个在行业中被高频使用的名词,广泛可见于大量的中文技术文献著作,但是,对于它的确切含义却一直是仁者见仁、智者见智、众说纷纭、各执己见、莫衷一是。迄今都没有形成一个被行业所共同认可的、规范、统一的定义。这又是因为什么?
笔者之关注此事,起因是在IPC大中华区任职技术总监之时,发现在IPC的系列标准中共列举有17个焊接异常,但却没有“虚焊”,怪哉!
倏然,想起曾参与起草的行业名词术语标准,通过互联网,查找到了它的最新版本:SJ/T10668-2002《表面组装技术术语》。标准中的第5.45条术语是“虚焊点”,其中文定义是:由于焊接温度不足,焊前清洁不佳或焊剂杂质过多,使焊接后出现润湿不良,焊点呈深灰色针孔状的表面。标准中给出的对应英文词汇是“cold solder connection”。“虚焊”就是“冷焊”?
继续借助互联网查寻“虚焊”的英文名词。共查到Virtual Soldering、Fake Soldering、Inveracious Soldering、False Soldering四种表述。与此同时,还偶然获得了一个令人意外的结果:据Microsoft Bing的词源提示,所有这些英文词汇都来自于中文文章!那么,是否可以推断,这些“虚焊”的英文名词都是由我们中国人创造出来的呢?
进而,我又查遍了所有能查到的多种英汉、汉英、英英词典,“虚焊”的中、英文名词、定义及注解依然是杳如黄鹤。所幸,网易有道电子词典,关于“虚焊”提供了如下结果:
冷焊接头(Cold solder joint):一种焊接质量较差的焊接点,因为焊料没有充分熔化和流动,导致连接不牢固。
干接头(Dry joint):一种没有焊料或焊料不足的电子连接,可能导致电路故障。
松香接头(Rosin joint):一种使用松香制成的焊接材料,用于连接电子元件和电路板。
焊料不足(Insufficient solder):指在焊接过程中,焊料的数量不足以保证焊点的质量和可靠性。
那么,神通的Chat GPT又会告诉我们什么呢?在输入“虚焊的定义”后,AI给出的答案是:“虚焊是指在电子元器件的焊接过程中,焊接点没有真正接触到焊盘或焊脚的现象”。英文名词只有一个Cold solder joint。
刚刚上线的“文心一言”给出的结果却与前面所言差别较大:“是一种在生产过程中,由于生产工艺不当引起的,时通时不通的不稳定状态。”请注意,这里的答案说“虚焊”只是一种“状态”。
第二部分:“虚焊”现象的分析
从上述探究,我们应该可以得出这样一个结论:“虚焊”并不是一种具有独立形成机制之焊点异常,应该是多种缺陷的一种模糊统称。让我们换种说法,“虚焊”应该是一种不良焊点的状态、现象,而非故障之本质。
为更好地证明这个结论,笔者从不同渠道截取了几个已经被专家确定为“虚焊”的案例作进一步的分析。
案例一:
很明显,图1中这2个所谓的“虚焊”,(a)图的缺陷其实应该归于13个焊接异常中的未润湿。因为引线两侧与焊料接触处可见非常明显的黑线。黑线存在表明焊料没有润湿引线表面。这种情况的发生通常有二个可能的主要原因:第一个原因是由于引线没有被加热到足够的温度;第二个原因就如专家所说,可能是由于引线的可焊性不良。

图1:器件可焊性不良“虚焊”
对于(b)图而言,笔者认为其主要缺陷应该是空洞。通孔中引线二侧的黑色区域应该是个很大的气囊,这是违规的双面焊接所造成的典型缺陷。形成的机制是由于第一面焊接形成的焊点已经将所有间隙完全封闭,在进行第二面焊接时,通孔中的空气根本无法排出,从而被堵在孔中,形成空洞。这样的焊点可靠性极差,因此,应当绝对禁止为了双面焊点的“饱满光亮”而进行的双面焊接。焊接操作时的规则是“允许双面加热,只许单面加锡”。当然,专家的判断也没有错误,图中的焊点缺陷除空洞外,左上角的缺陷很可能是由于局部可焊性问题而导致的未润湿。
案例二:
对于图2中的“虚焊”现象,根据焊点的显微切片照片,我的结论是:焊点发生了断裂。发生的根本原因可能是由于上部焊盘的可焊性不良,使焊料球未能润湿焊盘,导致焊点强度不足,从而力的作用下焊料球与过孔中的焊料发生了断裂。
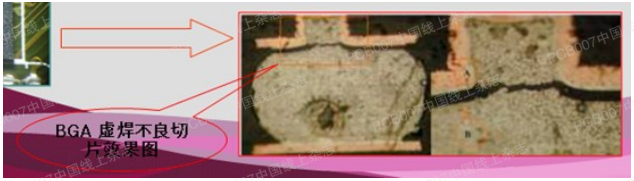
图2:BGA“虚焊”不良切片效果图
案例三:
看过了本文第一部分的内容就应该知道,在这个案例图中所说的假焊,也就是我们大多数人习惯所说的“虚焊”。分析图中的故障描述,我们基本上可以确定,这种“假焊”发生的根本原因应该与案例一缺陷产生的机制相同。具体一点来说,应该是通孔中的引线并没有被焊料所润湿,看上去很成功的焊点其实只存在于焊盘的表面,所以当焊点被剪开后,引线自然就松脱了。

图3:引脚锡点剪开后“假焊”
案例四:
这是一个截自百度的一个案例。从中所说有“红墨水试验”这个名称就可以基本断定,这里的“虚焊”应该就是BGA器件所特有的枕头效应(HoP)缺陷。这种特殊的焊接缺陷通常是由于大型BGA、SiP以及细间距超薄BGA的器件翘曲变形所导致的锡球在焊接过程中未能与焊料实现良好接触,致使焊料与锡球之间结合不良或没有结合的缺陷。红墨水试验方法是最常用于检查与验证HoP缺陷存在的试验方法。关于这个缺陷成因机制及红墨水试验方法的操作,国内外的专家学者已经进行了大量而深入的研究。由于篇幅所限,不再赘述其详。
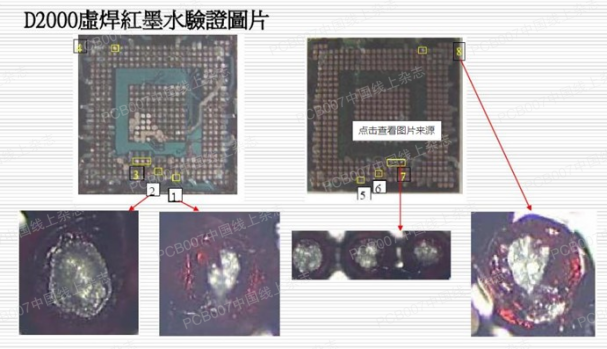
图4:“虚焊”红墨水验证图片
第三部分:“虚焊”的本质
通过分析上述案例,相信大家与笔者有了相同的思想,那就是,如果我们的故障分析只是停留在“这是一个虚焊”的判断,而不再去深入发现引发故障的根本原因,是没有办法彻底解决并永远避免类似故障的再次发生。
为了更深入探究“虚焊”之本质,需要首先简单了解一下电子装联焊接接头的形成机制。
电子装联焊接通常采用的是软钎焊技术,可靠焊点的形成机制是在被焊金属间通过焊料中的原子向母材金属的扩散,在焊接界面处形成一定厚度的合金层,即金属间化合物(IMC),使两者结合在一起。而IMC的形成机制则“因焊料成分、母材材质、加热温度及表面处理等的不同而异”。主要形成理论有:扩散理论、晶间渗透理论、中间合金理论、润湿合金理论及机械啮合理论。
无论基于什么理论,根据金属学的原理,如果要使焊料中的原子能够脱离出来、穿透界面、进入母材、与本地原子结合生成IMC,必须要为其提供足够的能量。这些能量要足以使得原子能够摆脱原位处的原子间引力,克服界面的表面能,进入母材,最后在新的位置嵌入晶格,形成新的合金。
相反,如果焊料中的原子没有获得足够的能量,原子将无法摆脱原子间引力,或者母材的温度太低,就会降低甚至阻碍原子向内部的扩散能力,极易导致缺陷不润湿或冷焊点的形成;如果母材的表面局部有污染物,或者存在氧化,而原子所获得的能量不足以满足穿透所需要的位能,从而局部焊接异常的发生自然就再所难免。
至此,基本上可以总结出以下“虚焊”的真相
虚焊只是一种故障的“表象”或者“状态”,并不是引发故障的真正缺陷 虚焊在本质上可能会是冷焊点、松香焊点、焊料不足、未润湿、退润湿等多种缺陷 这些“虚焊”发生的根本原因是由于焊接过程没有赋予足够的能量,从而无法正常形成IMC - 在进行故障分析时,绝对不能停留在“虚焊”这个伪概念上,一定要继续向下挖掘,找出真正的缺陷
倡议
基于“虚焊”一词所造成的困惑和危害,笔者在此郑重提出,彻底停止使用“虚焊”这个名词术语,敬请诸君参酌。
更多内容点击PCB007中国线上杂志查看,文章发表于《PCB007中国线上杂志》24年1月号。















请先 登录后发表评论 ~