
SMT贴片加工 | 一张合格的钢网
在现代电子制造领域,SMT(表面贴装技术)已成为不可或缺的工艺环节。而钢网,作为SMT中的关键工具,其质量和设计直接关系到生产效率和产品质量。随着技术的进步,钢网的设计和制造也在不断完善,诞生了许多专业的钢网开口设计软件和不同的制作方法。一张合格的钢网有诸多方面的影响因素,下面是对激光钢网的分享。
一、开口图形。开口图形是钢网设计的核心部分,其设计合理性直接影响到锡膏印刷的质量和效果。通常设计开口图形考量以下几个因素。
① 开口面积:开口面积的大小直接决定了锡膏的沉积量。面积过大,可能导致锡膏浪费和短路;面积过小,则可能导致焊接不良。因此,开口面积需要根据器件的实际需求和焊接工艺来确定。
② 防锡珠:锡珠是在SMT过程中常见的质量问题,它可能导致电路短路。通过合理的开口图形设计,如增加开口边缘的倾斜角度、器件底部位置适当避开,可以有效防止锡珠的形成。
③ 大焊盘开口架桥:对于大焊盘,为了避免锡膏在印刷过程中刮刀陷入开口中,影响印刷一致性,常采用开口架桥的设计。这种设计可以确保锡膏在焊盘内均匀分布,提高焊接的可靠性。
二、钢片厚度。钢片厚度是影响钢网性能的关键因素之一,直接影响印刷效果和焊接质量,合理的厚度可以确保钢网在印刷过程中的稳定性和耐用性。当印刷完成后,PCB与钢网脱离时,锡膏释放的过程中,锡膏一方面会转移到PCB焊盘上或者粘在钢网的开孔孔壁上。通常根据以下来定义需求的钢片厚度。
① 焊盘间距:焊盘间距是设计钢片的厚度主要考量因素,下图是相关行业标准推荐的参考值。需根据不同工艺能力适当调整。
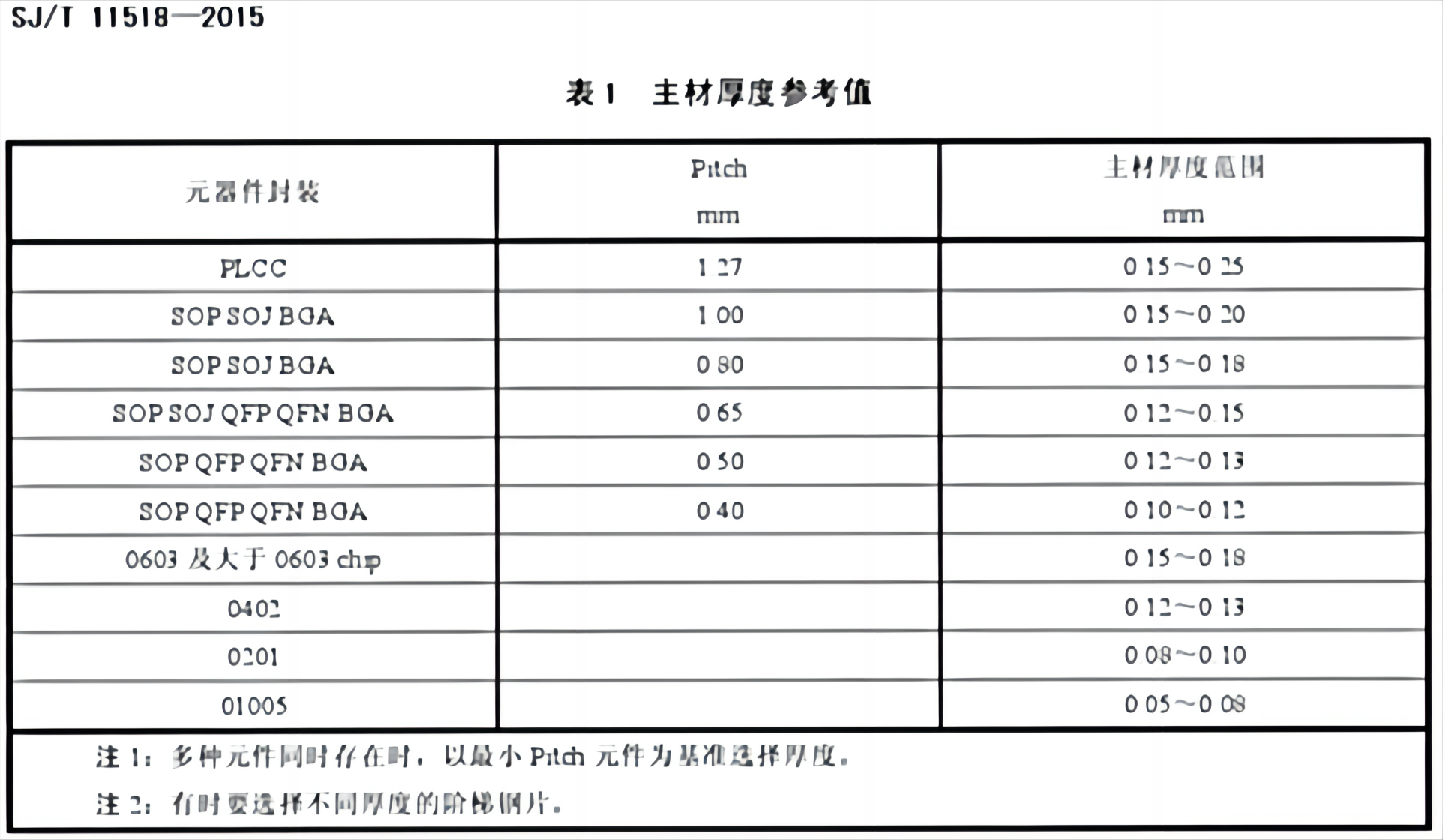
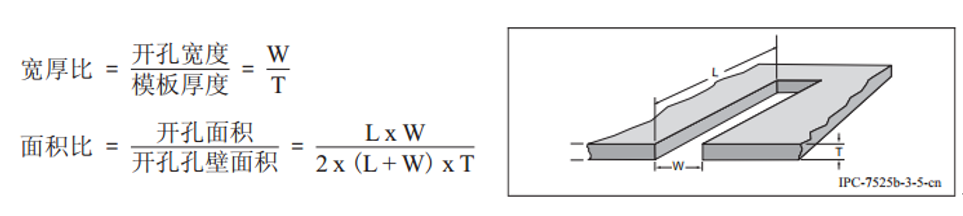
② 面积比,开孔面积/开孔孔壁侧面积。相关标准建议值:面积比>0.66。过小会导致锡膏黏附在孔壁导致少锡。过大说明厚度匹配过小,可适当调整。
③ 宽厚比,开孔宽度/模板厚度。相关标准建议值:宽厚比>1.5
以上推荐值经过验证可满足印刷需求,为了适应不同的器件,还可以采取阶梯钢网,阶梯钢网已被广泛应用。正阶梯和负阶梯的设计可以根据实际需求进行调整,印刷面或非印刷面根据工艺调整,确保锡膏能够准确、一致、按需沉积在PCB的焊盘上。
三、激光后处理
激光后处理是提高钢网表面和孔壁粗糙度的重要步骤,对于Pitch<0.5mm的印刷效果至关重要。常见有3种处理方式:
① 打磨:通过砂纸打磨,可以去除钢网表面的毛刺和不平整,提高其表面光洁度,同时清除大颗粒的毛刺和残留。
② 电化学抛光:电化学抛光可以进一步提高钢网表面特别是孔壁的粗糙度,减少印刷过程中的少锡、堵孔。
③ 纳米镀层:在电抛光基础上,采用特殊方式在底部及孔壁镀上一层超光滑材料,使得钢网孔壁表面极其光滑,从而让钢网在印刷锡膏脱模性能发生改变。同时降低清洗频率,提高印刷效率。
四、张力,张力是钢网保持平整和稳定的关键因素
① 传统铝合金网是常用的网框材料之一,张力行业标准参考值:当厚度≤0.05mm时,模板张力应≥25N/cm,当厚度0.05mm<主材厚度<0.10mm时,模板张力应>30N/cm,当厚度≥0.10mm时,模板张力应>36N/cm。
② 活动网框:固定张力的钢片绷紧装置,张力约40 N/cm,绷紧不同厚度的钢片张力值会有不同。
另外网框的翘曲度会影响钢网的平整度和印刷效果。因此,在制造和使用过程中,需要严格控制网框的翘曲度。
一张合格的钢网需要具备合理的开口图形、适当的钢片厚度、优良的激光后处理工艺和稳定的张力控制。随着电子技术的不断发展,对钢网要求也越来越高,面对不断的挑战和需求,在评估时需多方位考量,验证并总结。














请先 登录后发表评论 ~